株洲钻石技术资料 第3页
首页
新闻
技术
案例
解决方案
E杂志
专题
国际金属加工网
>
株洲钻石
>
技术资料
最新资讯
|
应用案例
|
解决方案
|
产品
|
视频集锦
|
高峰视角
|
技术资料
|
市场活动
|
下载
株洲钻石技术资料 第3页
案例欣赏:可换头式铣削刀具
应用案例 客户名称:某企业 加工工件:叶片综合铣削加工 工件材料:1Cr12Ni2MoVNNb-5 机床:立式加工中心 使用刀片:XPHT32R1606 刀杆:QCH-32-XPHT32-M16-02 切削参数:Vc=180m/min f=0.83mm/r 对比刀具:A公司 客户试用意见: 加工3片叶片结束,ZCC刀具较A公司刀片,刀具耐磨性及韧性均表现良好,不易崩刃,质量稳定,无异常。 株洲钻石 株洲钻石 刀具 铣削刀具 可换头式 应..
株洲钻石
铣床
刀具
案例欣赏:高经济型通用面铣刀FMA07系列
应用案例 株洲钻石 株洲钻石
株洲钻石
面铣刀
铣刀
刀具
案例欣赏:ZTD03/04系列新型浅孔钻
应用案例 案例1--加工孔质量高 加工材料:42CrMo(HRC25) 对比刀具:A公司 B公司 从上面表格数据可以看出,我公司ZTD系列浅孔钻加工出的孔质量与其他几个厂家相比,孔径差值较小。 案例2--切削平稳可靠 浅孔钻加工50Mn对比案例 加工厂家: 某公司 加工内容:钻螺栓孔 Φ26mm 设 备: 沈阳机床 数控钻车 C1620 材 料:50Mn,HRC22 刀 具:ZTD04-260-XP25-SP07-02 刀 片:YBG20..
株洲钻石
孔加工
刀具
案例欣赏:YBC152A(YBC152)——ZM槽型
性能对比案例 1)、连续车削对比 被加工材料:42CrMo(HRC28~31) 切削参数:V=280m/min Ap=1mm f=0.3mm/r 2)、断续车削对比 被加工材料:45钢(HB170~180) 切削参数:V=320m/min Ap=1mm f=0.3mm/r 应用案例 株洲钻石 株洲钻石 刀具 槽型 ZM槽型 YBC152A YBC152
株洲钻石
刀具
案例欣赏:高性能通用加工PM系列铣刀
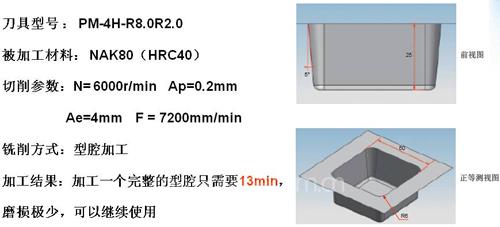
加工案例 刀具型号:PM-4B-R5.0 加工机床:立式加工中心 工件材料:Cr12(HRC36)
株洲钻石
铣刀
刀具
案例欣赏:精密车削加工槽型——USF
应用案例 客户单位:广州某公司 零件名称:电脑硬盘 设 备:日本津上 BM16A 材 料:日本SF20T 加工部位:外圆及外槽 刀 具:刀片-VPGT110301FR-USF/YBG202 刀杆-JSVJ2CR1212K11 三禄 对手刀具:刀片—VPET110301R-FSF/PR930 刀杆-JSVJ2CR1212K11 三禄 切削参数:Vc=120m/min,f = 0.015mm/r, ap = 0.02mm 国外试刀报告 株洲钻石 株洲钻石 刀具 槽型 车削加工 应用案例
株洲钻石
车床
车刀
刀具
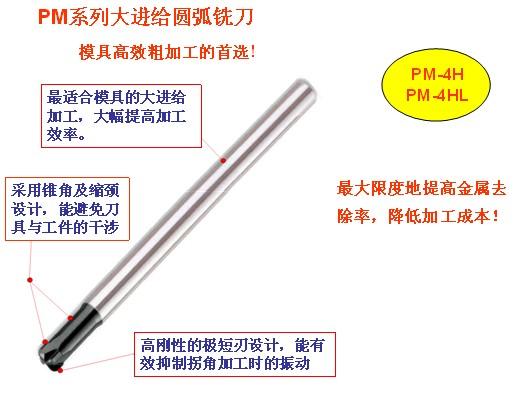
高性能通用加工PM系列铣刀
近年来,随着工业水平快速提高,模具制造业的数控设备大量增加,对高档刀具的需求量也逐年加大,其主要表现为对刀具加工效率及加工质量的要求越来越高。 株洲钻石在2010年推出了针对模具加工的高性能通用加工PM系列铣刀,其应用范围覆盖了HRC55以下的P,M,K,S等类别工件材料,并能满足各种复杂工况的加工需求。 一流的制造工艺流程! * 我们从产品的毛坯到成品,每一步都有较完..
株洲钻石
仿形铣刀
铣刀
刀具
机械
LC槽型市场应用案例欣赏
LC市场案例应用 试用厂家:太原某金属有限公司 工件 铝合金铸件 加工部件 中孔加工 工件内孔直径:50~60mm 使用刀片:YD101/VCGX160404-LC 加工参数 Vc=180~300m/min f=0.2-0.3mm/r ap=1.5~3.0mm 株洲钻石 株洲钻石 刀具 槽型 应用案例
株洲钻石
刀具
应用案例:新一代便捷型D系列车刀杆
应用案例: 夹紧可靠性实验:同一牌号、槽型、型号的刀片装夹在不同的车刀上测刀片的抗冲击性能 实验刀片:YBC252/CNMG120412-DR 加工材料:不锈钢1Cr18Ni9Ti,硬度HB 180~210 V=280r/min Ap=2mm F =0.3mm/r 在相同的实验参数下,我公司的刀杆夹紧更稳固可靠,刀片的使用寿命更长。 株洲钻石 株洲钻石 刀具 车刀杆 车削刀具
株洲钻石
车床
车刀
刀具
轨道
刀具应用之案例分析
1、曲轴端面螺钉锁紧孔加工应用案例 客 户:浙江某发动机生产厂 加工部位:曲轴端面螺钉锁紧孔的,共九个 机 床:大连亿达专机 冷却方式:内冷 原用刀具:国外某公司钻头 我司刀具:1、定 心 钻:F114-P-Φ16*37*Φ16*113 2、内冷麻花钻:F110-PC-Φ13.3*65*Φ14*135 3、内冷麻花钻:F110-PC-Φ15*55*Φ16*116 切削参数:1、φ16 定心钻: fz=0.105mm,Vc=95m/min 2、φ15 内冷钻: fz=..
株洲钻石
刀具
株洲钻石:BMR03系列—— 粗加工仿形铣刀
领域应用 株洲钻石 BMR03系列粗铣球头刀广泛应用于仿形铣、曲面铣、槽铣等加工方式,特别适合模具、叶片等复杂曲面加工及圆角清根的粗加工和半精加工。如大型汽车企业模具加工、汽轮机叶片的粗加工等。 刀具特点 A.刀片槽型设计独特,在有效控制切屑卷曲、切屑流向的同时降低切削阻力,提高刀具使用寿命 B.刀片周边及定位面经过精密研磨,提高了装夹精度及可靠性 C.刀片后刀面..
株洲钻石
仿形铣刀
铣刀
刀具
汽车
模具
用于汽车行业的新型粗铣球头铣刀
摘要:本文结合原理性阐述及试验验证,对用于汽车模具行业的刀具即粗铣球头铣刀较为深入的剖析,描述了其加工的特点、应用领域等,最后以客户实际加工案例来验证该种高性能刀具的现场效果。 关键词:汽车外覆盖件 球头铣刀 模具 槽型 引言:随着我国汽车工业的高速增长,据相关资料统计我国2008年小车产量将突破1000万辆,汽车的外形更新不断加速,对外覆盖件模具的需求不断加大,..
株洲钻石
铣刀
刀具
汽车
模具
株洲钻石切削刀具股份有限公司2008年第一季度新产品推荐会胜利召开
2008年4月27日,株洲钻石切削刀具股份有限公司2008年第一季度新产品推荐会在钻石工业园隆重举行。本次新品推荐会公司重点推出了-ER新槽型系列、新YNG151金属陶瓷系列以及整体硬质合金JM微小径立铣刀系列。一系列新产品的推出标志着株硬刀具的生产及研发能力达到世界先进水平。 新品推荐会上,公司研发中心主任汤爱民表示;株硬刀具研发中心自建立以来取得了长足的发展,现在每..
株洲钻石
立铣刀
铣刀
刀具
汽车发动机的加工配套方案
提高加工效率,对复杂零件的加工要求在一次装夹中进行多工序的集中加工,对刀具提出了多功能的新要求,有利于管理和降低制造成本。公司开发的多功能车刀、铣刀,还有镗铣刀、钻--铣螺纹--倒角等各种多功能刀具和专用刀具,为用户提供成套切削技术服务,充分挖掘切削加工和刀具的潜力,提高产品的开发能力,为客户的发展和提高市场竞争力服务。 汽车发动机的加工配套方案 株洲钻..
株洲钻石
汽车
曲轴加工配套方案
提高加工效率,对复杂零件的加工要求在一次装夹中进行多工序的集中加工,对刀具提出了多功能的新要求,有利于管理和降低制造成本。公司开发的多功能车刀、铣刀,还有镗铣刀、钻--铣螺纹--倒角等各种多功能刀具和专用刀具,为用户提供成套切削技术服务,充分挖掘切削加工和刀具的潜力,提高产品的开发能力,为客户的发展和提高市场竞争力服务。 曲轴加工配套方案 (曲轴 加工 株..
株洲钻石
首页
上页
1
2
3
刀片一厂以“党建+精益”助力提高生产经营指标
2024年株洲钻石新品推广交流会武汉站圆满举行
株洲钻石铣削应用 FMA12 系列
2024年先进刀具技术与应用国际研讨会圆满落幕
株洲钻石 铣削应用 SMP08/SMP09 系列
2024年先进刀具技术与应用国际研讨会将在株洲钻石刀具公司隆重召开
株洲钻石公司数字化赋能信息管理建设
株洲钻石 车削应用 YB6315/YB6325
株洲钻石铣削新系列XMR12 多功能,高效率,更流畅!
株洲钻石G系列高性能切断切槽刀具荣获2023年度中国机床工具工业协会“自主创新十佳”奖
株洲钻石 精益品质 | 精益改善案例分享
展会预告 株洲钻石诚邀您4月8日相聚CCMT2024第十三届中国数控机床展览会
车削应用 株洲钻石YB7310-TC/YBD152D-TR
株洲公司召开部门负责人2023年度重点工作完成情况考评会
株钻公司干部职工热议2024年度工作会议精神(二):凝心聚力 奋进新篇
株钻公司干部职工热议2024年度工作会议精神(一):坚定信心 奋楫笃行
精益管理 | 株洲钻石公司数字化管理工作迈上新台阶
嘉兴警方侦破“10.18”销售假冒注册商标的商品案 | 公司“ZCC·CT”商标、商品获保护
株洲钻石公司荣登2023年“湖南制造业企业100强”榜单
株洲钻石公司获评湖南省“绿色工厂”
株洲钻石车削应用 不锈钢加工 YBG205H/YB9315
株洲钻石公司喜获海关AEO高级认证
株洲钻石公司昆山修磨服务中心举行挂牌仪式
车削应用 硬车 株洲钻石 YBH053-SF 槽型
展会预告 株洲钻石诚邀您11月27日相聚2023DMP大湾区工业博览会
车削应用 株洲钻石 YNT251-JM/-ZMA槽型
踔厉奋发 勇往直前 引领高质量发展 | 株洲钻石公司高精度整体刀具生产线建设纪实
株洲钻石 SMP08/09系列
铣削应用 株洲钻石 FM*17系列
铣削应用 株洲钻石 FMA12系列
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 株洲钻石
株洲钻石
 铣刀
刀具
汽车
模具
铣刀
刀具
汽车
模具